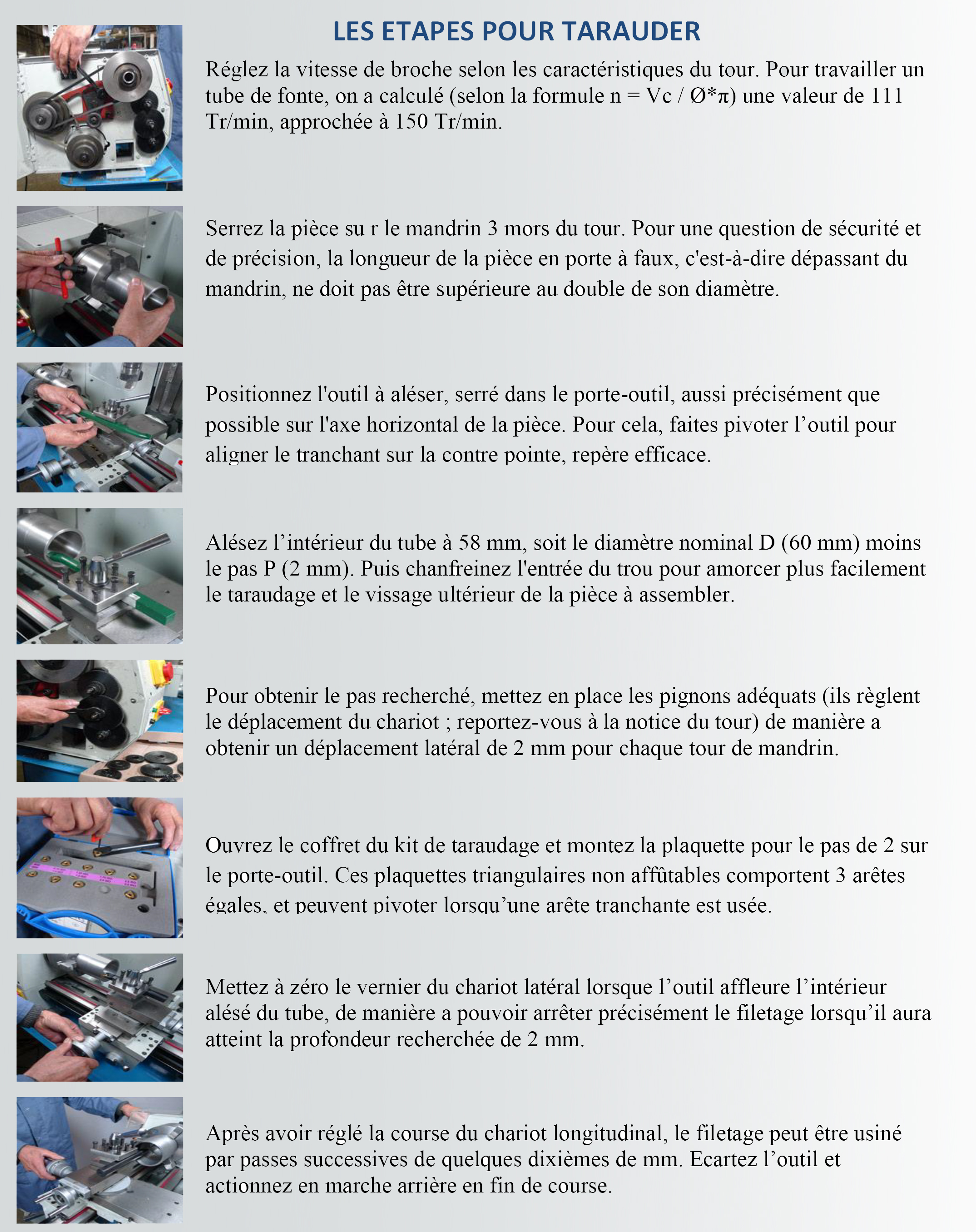
Un tour de mécanicien permet de réaliser des filetages intérieurs ou extérieurs car l’avance du chariot porte-outil peut être réglée proportionnellement à la vitesse de rotation. Pour obtenir un diamètre de filetage conforme au pas recherché et à la qualité dont vous avez besoin (exemple : 5H ; 6H …), vous devez effectuer quelques calculs préalables à partir des données disponibles :
- Diamètre d’alésage et la circonference du cercle Ø*π (m),
- Vitesse de broche n (Tr/min),
- Vitesse de coupe Vc (m/min).
Suivant les matériaux usinés, nous préconisons l’utilisation ou pas de plaquette munie d'un brise copeaux et d'un revêtement.
Le trou à tarauder doit être porté au diamètre nominal (D) moins la valeur du pas (P). Pour cela, on utilise un
grain d’alésage. Dans le cas de l'utilisation d'une plaquette à profil plein, le profil du filetage sera complètement formé et le sommet du filet sera arasé. Mais pour chaque pas il faudra employer une plaquette différente. Pour les grands diamètres (hors-normes), on choisit généralement un filetage métrique avec un pas de 2 mm. Pour une bonne étanchéité on préconisera un filetage à 55° comme par exemple le filetage gaz.
L’outil à tarauder est entraîne par la vis mère du tour, dont la rotation est synchronisée avec celle du mandrin, de manière à obtenir un sillon (filet) régulier. Il est usiné en profondeur en plusieurs passes successives. Le vernier indiquant le déplacement latéral du porte-outil indique également la profondeur de passe par rapport au zéro. Par contre, le zéro du vernier indiquant le déplacement longitudinal du porte-outil doit être réglé au fond du filetage avec la butée fixe. Ainsi, le zéro indique le moment où le filetage s’arrête et où il faut impérativement écarter l’outil et arrêter le moteur pour éviter que l’arête tranchante ne vienne buter contre le fond du sillon, c’est toute la difficulté de l’opération lorsqu’on utilise un tour non automatisé.
La vitesse de la broche (n), ou vitesse de rotation de la pièce, est fonction de la matière à travailler, du diamètre de la pièce à usiner et de l'outil de coupe utilisé. Elle est donnée par la formule n = Vc / Ø*π .
La vitesse de coupe (Vc) dépend de la matière à fieleter et de l’outil utilisé. Par exemple, pour un outil de coupe en acier rapide, les valeurs indicatives sont les suivantes :
Fonte grise : 20 m/min
Acier courant : 25 m/min
Cuivre : 35 m/min
Bronze, laiton : 40 m/min
Aluminium, alliages : 80 m/minL’outil à tarauder est entraîne par la vis mère du tour, dont la rotation est synchronisée avec celle du mandrin, de manière à obtenir un sillon (filet) régulier. Il est usiné en profondeur en plusieurs passes successives. Le vernier indiquant le déplacement latéral du porte-outil indique également la profondeur de passe par rapport au zéro. Par contre, le zéro du vernier indiquant le déplacement longitudinal du porte-outil doit être réglé au fond du filetage avec la butée fixe. Ainsi, le zéro indique le moment où le filetage s’arrête et où il faut impérativement écarter l’outil et arrêter le moteur pour éviter que l’arête tranchante ne vienne buter contre le fond du sillon, c’est toute la difficulté de l’opération lorsqu’on utilise un tour non automatisé.
La vitesse de la broche (n), ou vitesse de rotation de la pièce, est fonction de la matière à travailler, du diamètre de la pièce à usiner et de l'outil de coupe utilisé. Elle est donnée par la formule n = Vc / Ø*π .
La vitesse de coupe (Vc) dépend de la matière à fieleter et de l’outil utilisé. Par exemple, pour un outil de coupe en acier rapide, les valeurs indicatives sont les suivantes :
Fonte grise : 20 m/min
Acier courant : 25 m/min
Cuivre : 35 m/min
Bronze, laiton : 40 m/min
Aluminium, alliages : 80 m/min